



Lykas wy allegear witte, fereaskje metalen produkten lykas aluminium of izer it gebrûk fan lastechnology. Lassen is de wichtichste stap yn it produksjeproses fan in wurkstik. It is ûnmooglik om materialen yn ien kear yn 'e winske foarm te snijen, wêrtroch lassen in ûnmisber proses is.
Lassen, as in tradisjoneel basisproduksjeproses en technology, wurdt al lang net mear tapast yn 'e yndustry, mar de ûntwikkeling dêrfan is ekstreem rap west. Yn mar in pear desennia hat lassen wichtige bydragen levere oan 'e ûntwikkeling fan 'e yndustriële ekonomy yn in protte yndustriële sektoaren en wurdt it breed brûkt yn ferskate wichtige fjilden lykas loftfeart, skipsbou, autofabrikaazje, brêgebou, elektroanyske ynformaasje, offshore boarjen en metalen struktueren fan hege gebouwen. Dit hat lassen fêstige as in wichtige produksjetechnology en in wichtige dissipline yn 'e materiaalkunde, wêrtroch in nij haadstik iepene is yn 'e ferbiningstechnology.
Lassen, ek wol bekend as fusielassen, is in produksjeproses en technology dy't metalen of oare thermoplastyske materialen (lykas plestik) ferbynt troch ferwaarming, hege temperatuer of hege druk.
Modern lassen brûkt ferskate enerzjyboarnen, ynklusyf gasflammen, elektryske bôgen, lasers, elektronenstrielen, wriuwing en ultrasone weagen. Hjoed sil ik my rjochtsje op 'e lastechnology dy't lasers as enerzjyboarne brûkt.
Prinsipes fan laserlasmasines
In laserlasmasine brûkt de enerzjy fan in laserstriel om it oerflak fan materialen te smelten, wêrtroch't materiaal gearfoege wurdt. De laserstriel wurdt troch lenzen of reflektors op in ekstreem lyts plak rjochte, wêrtroch't de enerzjy yn in heul koarte tiid konsintrearre wurde kin. Dit ferheget de temperatuer fan it lasgebiet fan it wurkstik boppe it smeltpunt, wêrtroch't in smelte steat ûntstiet dy't ôfkuollet en ferhurdet om in lasnaad te foarmjen.
Eigenskippen fan laserlasmasines
- Hege presyzje: De fokussearre laserflek is ekstreem lyts, wêrtroch krekte kontrôle oer de lasposysje en -djipte mooglik is.
- Snelle snelheid: Laserlasmasines biede rappe smeltsnelheden, wêrtroch't de laseffisjinsje signifikant ferbettere wurdt.
- Smelle waarmte-beynfloede sône (HAZ): Lassen beynfloedet allinich it lokale gebiet fan it wurkstik, sûnder de prestaasjes fan oare ûnderdielen yn gefaar te bringen.
- Hege automatisearring: Laserlasmasines kinne yntegrearre wurde mei automatisearre apparatuer om effisjinte, automatisearre produksjelinen te foarmjen.
Foardielen fan laserlasmasines
Om gear te fetsjen:
- Fluggere lassnelheid yn ferliking mei tradisjonele metoaden.
- Mear estetysk noflike lasnaden dy't in bytsje oant gjin twadde slypjen fereaskje.
- Effektive arbeidsbesparring, dy't sterk helpt om produksjekosten te ferminderjen.
- Leech materiaalferlies by it lassen, sûnder skealike stoffen of oare fersmoargjende stoffen.
Neidielen fan laserlasmasines
In grut neidiel fan laserlasmasines is har hege oankeappriis yn earste ynstânsje. Yn it begjin,hânmjittige laserlasmasineswiene djoer fanwegen de hege priis fan lasers. De lêste jierren binne de laserprizen lykwols flink sakke, wat laat hat ta in oerienkommende fermindering fan 'e kosten fan hânmjittige laserlasmasines.
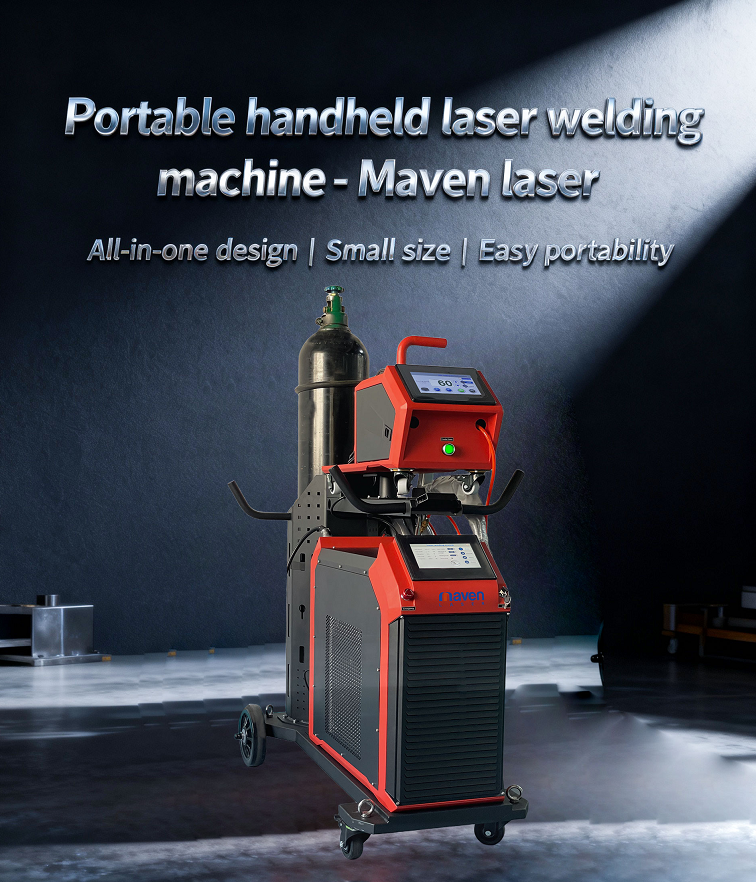
In protte brûkers hawwe rapportearre dat 1500W hânmjittige laserlasmasines grut en romte-yn beslach nimme. Lykas te sjen is yn 'e ôfbylding hjirboppe, brûkt ús hânmjittige laserlasmasine in yntegreare lytse kastûntwerp, wêrtroch it folume mei hast 50% ferminderet.
Hânhelde laserlasmasines hawwe wichtige foardielen by it lassen fan konvinsjonele tinne metalen platen. Fanút in produksjeperspektyf binne se op it stuit in poerbêste kar.
Apparatuerstruktuer fan hânmjittige laserlasmasines
In hânmjittige laserlasmasine bestiet benammen út de folgjende komponinten: lasergenerator, laskop (lasbrander), kontrôlekaart, triedoanfier, koelsysteem en chassis-stroomfoarsjenning.
- Lasergenerator: It apparaat dat laserljocht útstjoert, en tsjinnet as ien fan 'e kearnkomponinten fan 'e hânmjittige laserlasmasine. Fanwegen grutte- en portabiliteitsbeperkingen is it laserfermogen typysk net oermjittich heech, meastal fariearjend fan 1000W oant 2000W. Om't lassen rjochte is op metalen materialen, wurde glêstriedlasers - dy't superieure prestaasjes foar metalen biede - faak brûkt.
- Laskop (Torch): It ûnderdiel foar laserútfier en triedoanfier, besteande út in hângreep, reflektors, triedoanfierkanaal en nozzle. Ferskillende nozzles kinne wurde foarsjoen om oan te passen oan ferskate ferwurkingsomjouwings. Oanpaste laskoppen kinne lestich te berikken deade hoeken, hoeken en smelle gatten oan.
- Kontrôlekaart: Ek wol bekend as it hânmjittige laskontrôlesysteem of kontrôleboerd (neamd nei syn kaarteftige uterlik). Oars as tradisjoneel lassen hat hânmjittige laserlassen in yntelliginte kontrôlesysteem wêrmei't operators parameters lykas laserkrêft, fokus en oscillaasjerjochting oanpasse kinne. Sadree't it ynsteld is, kin de operaasje fuortendaliks begjinne - sels ûnerfarne operators kinne it maklik behearskje.
- Triedfeeder: In apparaat dat lastried leveret. De triedfeedsnelheid moat oanpast wurde neffens fermogen en lassnelheid; te rappe of stadige oanfier sil ynfloed hawwe op de kwaliteit en it uterlik fan 'e las.
- Koelsysteem: Hânhelde laserlasmasines brûke loftkoeling of wetterkoeling. Wetterkoeling is de mainstream oplossing op 'e merk, en fereasket regelmjittige ynspeksje en ferfanging fan koelwetter om fersmoarging fan 'e tank te foarkommen. Loftkuolle hânhelde laserlasmasines binne in opkommende technology yn 'e lêste jierren. Harren wichtichste foardiel is de yntegraasje fan it loftkoelsysteem mei it chassis, wat resulteart yn in alles-yn-ien, heul draachber ûntwerp dat kin wurde droegen foar bûtenaktiviteiten.
Us hânmjittige laserlasmasines biede poerbêste strielkwaliteit, hege lassnelheid en sterke, estetysk noflike lasnaden. De ergonomyskûntworpen foar de hân wetterkuolleDe fakkel is fleksibel en handich, wêrtroch langere lasôfstannen en lassen ûnder elke hoeke op wurkstikken mooglik binne. Lykas earder neamd, minimalisearret de smelle waarmte-beynfloede sône deformaasje, ferkleuring en efterkantmerken fan it wurkstik. De lasdjipte is genôch, wêrtroch folslein smelten garandearre wurdt. De fakkelmondstuk wurdt allinich aktivearre as it metaal oanrekket, wat de feiligens ferbetteret. Derneist is de masine maklik te learen en te betsjinjen - gewoane arbeiders kinne nei koarte training oan it wurk set wurde, wêrtroch't arbeidskosten signifikant fermindere wurde.
Oanrikkemandearre applikaasjes
Wy riede it brûken fan laserlasmasines oan foar de folgjende senario's:
- Grutte lasgebieten dy't hege effisjinsje fereaskje.
- Plakmetaal mei in dikte fan 0,5 mm of mear.
- Wurkstikken dêr't lasestetyk en previnsje fan deformaasje kritysk binne.
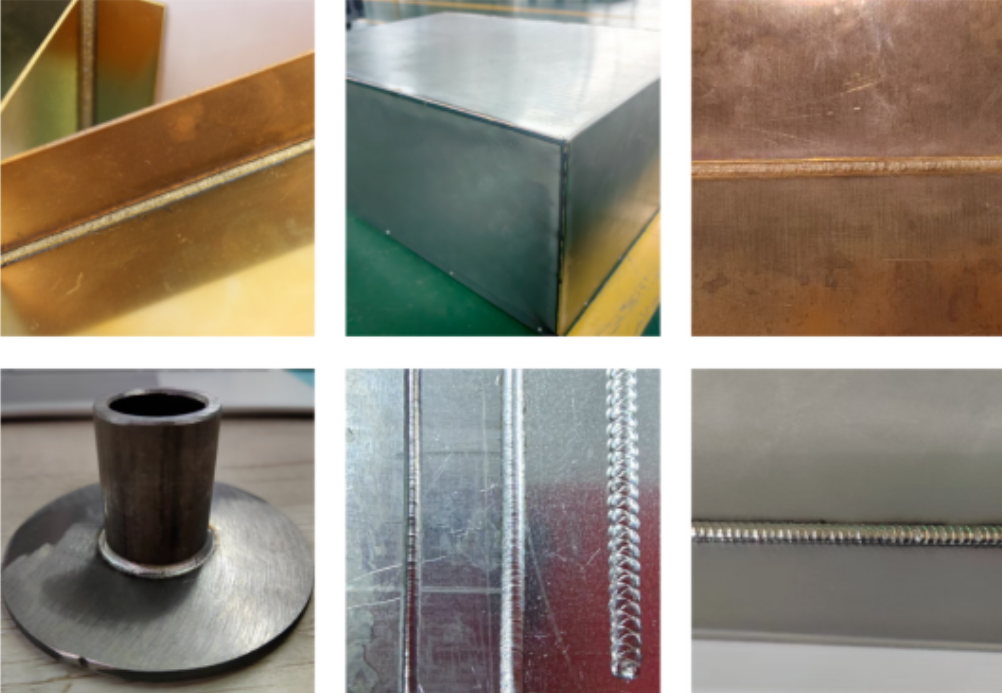
- Metalen lykas roestfrij stiel, izeren platen en aluminium (laserlassen is benammen geskikt foar dizze materialen).
- Projekten mei in ridlik budzjet. As jo mar fan doel binne om sawat 10.000 RMB út te jaan oan in hânmjittige laserlasmasine, wês dan ree foar faak apparatuerfalen. Us 1500W-model hat in priis fan krekt mear as 20.000 RMB, ynklusyf parameteroanpassing en tutorials foar ûnderhâld fan apparatuer.
- Operators sûnder eardere ûnderfining mei lassen.
Wichtige notysjes
Hânlaserlasmasines binne net geskikt foar it lassen fan presyzjeprodukten of tige tinne materialen. Derneist kinne se gjin read koper lasse.
Hokker type laskedraad moat brûkt wurde?
Op it stuit,laserlasmasinesbrûk of ynlânske of ymportearre lasdraden. Ynlânske triedden binne betelberder, wylst ymportearre triedden djoerder binne. De kar fan tried hinget ôf fan it materiaal fan it wurkstik:
- RVS wurkstikken hawwe RVS tried nedich.
- Koperen wurkstikken hawwe kopertried nedich.
- Wurkstikken fan aluminium en aluminiumlegering fereaskje aluminiumtried.
Parametereasken ferskille foar ferskate laserlasmasines. De lasgrutte moat de trieddiameter net grutter meitsje. By it selektearjen fan tried, sjoch nei de triedspesifikaasjes - te dikke tried kin net folslein smelte, wylst te tinne tried ûngeunstich is foar lassen.
Ferliking tusken laserlassen en tradisjoneel TIG-lassen
- Lassnelheid: It ferskil yn snelheid tusken laserlassen en TIG-lassen is net ekstreem grut, mar TIG-lassen (benammen gasmetaalbôgelassen) omfettet it smelten fan 'e tried, wat resulteart yn in wat legere snelheid yn ferliking mei laserlassen.
- Laseffekt: Uteinlik is laskwaliteit fan it grutste belang. Us laserlasmasines produsearje folle estetysk nofliker lassen as TIG-lassen.
Pleatsingstiid: 3 desimber 2025











