



Hoewol ultrasnelle lasers al tsientallen jierren besteane, binne yndustriële tapassingen de ôfrûne twa desennia rap groeid. Yn 2019 wie de merkwearde fan ultrasnellelasermateriaalferwurking wie sawat US$ 460 miljoen, mei in gearstalde jierlikse groeisnelheid fan 13%. Tapassingsgebieten wêr't ultrasnelle lasers mei súkses brûkt binne om yndustriële materialen te ferwurkjen omfetsje fotomaskerfabrikaasje en reparaasje yn 'e healgeliederyndustry, lykas silisiumdicing, glêssnijden/skriuwen en (indium-tin-okside) ITO-filmferwidering yn konsuminte-elektroanika lykas mobile tillefoans en tablets, pistontekstuer foar de auto-yndustry, koronêre stentfabrikaazje en mikrofluidyske apparatenfabrikaazje foar de medyske yndustry.

01 Fotomaskerproduksje en reparaasje yn 'e healgeleideryndustry
Ultrasnelle lasers waarden brûkt yn ien fan 'e ierste yndustriële tapassingen yn materiaalferwurking. IBM rapportearre de tapassing fan femtosekonde laserablaasje yn fotomaskerproduksje yn 'e jierren '90. Yn ferliking mei nanosekonde laserablaasje, dy't metaalspatten en glêsskea kin produsearje, litte femtosekonde lasermaskers gjin metaalspatten, gjin glêsskea, ensfh. sjen. De foardielen. Dizze metoade wurdt brûkt om yntegreare circuits (IC's) te produsearjen. It produsearjen fan in IC-chip kin maksimaal 30 maskers fereaskje en mear as $ 100.000 kostje. Femtosekonde laserferwurking kin linen en punten ûnder 150 nm ferwurkje.
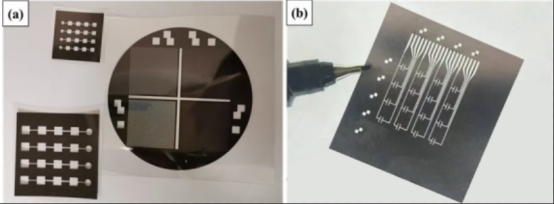
Figuer 1. Fotomaskerfabrikaasje en reparaasje
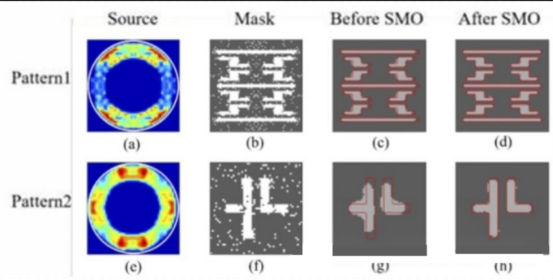
Figuer 2. Optimalisaasjeresultaten fan ferskate maskerpatroanen foar ekstreme ultraviolette litografy
02 Silisiumsnijden yn 'e healgeleideryndustry
Silisiumwafers snijden is in standert produksjeproses yn 'e healgeliederyndustry en wurdt typysk útfierd mei meganyske snijden. Dizze snijtsjillen ûntwikkelje faak mikroskeuren en binne lestich om tinne (bgl. dikte < 150 μm) wafers te snijen. Lasersnijden fan silisiumwafers wurdt al jierren brûkt yn 'e healgeliederyndustry, foaral foar tinne wafers (100-200μm), en wurdt útfierd yn meardere stappen: lasergrooving, folge troch meganyske skieding of stealth-snijden (d.w.s. ynfraread laserstriel yn 'e silisiumskribjen) folge troch meganyske tape-skieding. De nanosekonde-pulslaser kin 15 wafers per oere ferwurkje, en de pikosekondelaser kin 23 wafers per oere ferwurkje, mei hegere kwaliteit.
03 Glês snijden/skriuwen yn 'e konsumpsjeelektroanika-yndustry
Touchscreens en beskermjende glêzen foar mobile tillefoans en laptops wurde tinner en guon geometryske foarmen binne bûgd. Dit makket tradisjoneel meganysk snijden dreger. Typyske lasers produsearje typysk minne snijkwaliteit, foaral as dizze glêzen displays 3-4 lagen steapele binne en it boppeste 700 μm dikke beskermjende glês gehard is, dat kin brekke by lokale stress. Ultrasnelle lasers hawwe oantoand dat se dizze glêzen mei bettere rânesterkte kinne snije. Foar it snijden fan grutte platte skermen kin de femtosekondelaser rjochte wurde op it efterflak fan 'e glêsplaat, wêrtroch't de binnenkant fan it glês krast wurdt sûnder it foarflak te beskeadigjen. It glês kin dan brutsen wurde mei meganyske of termyske middels lâns it kerfpatroan.
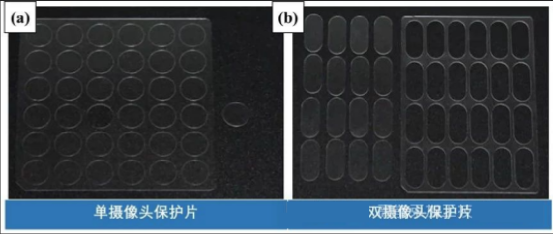
Figuer 3. Picosekonde ultrasnelle laserglês spesjaal-foarmige snijwurk
04 Pistontekstueren yn 'e auto-yndustry
Lichtgewicht automotoren binne makke fan aluminiumlegeringen, dy't net sa slijtvast binne as getten izer. Undersyk hat oantoand dat femtosekonde laserferwurking fan autopistontekstueren wriuwing mei maksimaal 25% kin ferminderje, om't pún en oalje effektyf opslein wurde kinne.

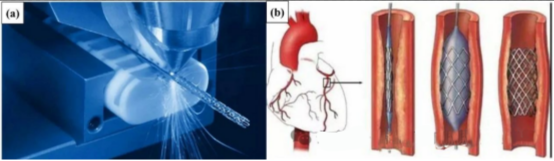
Figuer 4. Femtosekonde laserferwurking fan automotorpistons om motorprestaasjes te ferbetterjen
05 Produksje fan koronêre stents yn 'e medyske yndustry
Miljoenen koronêre stents wurde ymplantearre yn 'e kransslagaders fan it lichem om in kanaal te iepenjen foar bloed om yn oars stolde bloedfetten te streamen, wêrtroch't elk jier miljoenen libbens rêden wurde. Koronêre stents wurde typysk makke fan metaal (bygelyks, roestfrij stiel, nikkel-titanium foarmûnthâldlegering, of mear resint kobalt-chroomlegering) triedgaas mei in strutbreedte fan sawat 100 μm. Yn ferliking mei lasersnijden mei lange puls binne de foardielen fan it brûken fan ultrasnelle lasers foar it snijen fan beugels in hege snijkwaliteit, bettere oerflakteôfwerking en minder pún, wat de kosten foar neiferwurking ferminderet.
06 Produksje fan mikrofluidyske apparaten foar de medyske yndustry
Mikrofluidyske apparaten wurde faak brûkt yn 'e medyske yndustry foar syktetests en diagnoaze. Dizze wurde typysk makke troch mikro-ynjeksjefoarmjen fan yndividuele ûnderdielen en dan ferbûn mei lijmen of lassen. Ultrasnelle laserfabrikaazje fan mikrofluidyske apparaten hat it foardiel fan it produsearjen fan 3D-mikrokanalen binnen transparante materialen lykas glês sûnder de needsaak foar ferbiningen. Ien metoade is ultrasnelle laserfabrikaazje yn in bulkglês folge troch wiet gemysk etsen, en in oare is femtosekonde laserablaasje yn glês of plestik yn destillearre wetter om pún te ferwiderjen. In oare oanpak is om kanalen yn it glêsoerflak te masinearjen en se te fersegeljen mei in glêzen deksel fia femtosekonde laserlassen.
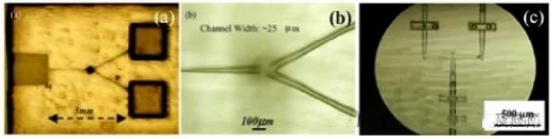
Figuer 6. Femtosekonde laser-induzearre selektive etsing om mikrofluidyske kanalen yn glêsmaterialen ta te rieden
07 Mikroboarring fan ynjektormondstuk
Femtosekonde laser-mikrogatbewerking hat mikro-EDM ferfongen by in protte bedriuwen yn 'e hege-druk-ynjektormerk fanwegen gruttere fleksibiliteit yn it feroarjen fan streamgatprofilen en koartere bewerkingstiden. De mooglikheid om de fokusposysje en kanteling fan 'e striel automatysk te kontrolearjen fia in precessearjende scankop hat laat ta it ûntwerp fan apertuerprofilen (bygelyks, barrel, flare, konverginsje, diverginsje) dy't atomisaasje of penetraasje yn 'e ferbaarningskeamer kinne befoarderje. De boartiid hinget ôf fan it ablaasjevolume, mei in boardikte fan 0,2 - 0,5 mm en in gatdiameter fan 0,12 - 0,25 mm, wêrtroch dizze technyk tsien kear rapper is as mikro-EDM. Mikroboarjen wurdt útfierd yn trije stadia, ynklusyf rûchmeitsjen en ôfmeitsjen fan trochgeande pilotgatten. Argon wurdt brûkt as in helpgas om it boargat te beskermjen tsjin oksidaasje en om it definitive plasma te beskermjen tidens de earste stadia.
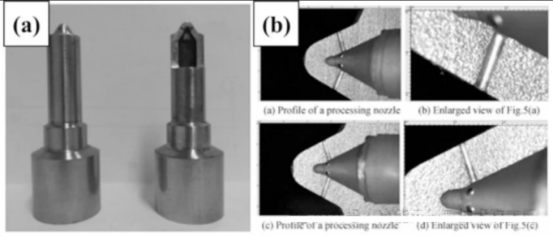
Figuer 7. Hege-presyzje ferwurking mei in femtosekonde laser fan in omkearde tapergat foar in dieselmotorynjektor
08 Ultrasnelle lasertekstuer
Yn 'e lêste jierren is it fjild fan mikrobearbeiting stadichoan in fokus wurden fan ûndersikers om de krektens fan ferwurking te ferbetterjen, materiaalskea te ferminderjen en de ferwurkingseffisjinsje te ferheegjen. Ultrasnelle laser hat ferskate ferwurkingsfoardielen lykas lege skea en hege presyzje, wat de fokus wurden is fan it befoarderjen fan 'e ûntwikkeling fan ferwurkingstechnology. Tagelyk kinne ultrasnelle lasers op in ferskaat oan materialen wurkje, en laserferwurking fan materiaalskea is ek in wichtige ûndersyksrjochting. Ultrasnelle laser wurdt brûkt om materialen te ablatearjen. As de enerzjytichtens fan 'e laser heger is as de ablaasjedrompel fan it materiaal, sil it oerflak fan it ablatearre materiaal in mikro-nanostruktuer mei bepaalde skaaimerken sjen litte. Undersyk lit sjen dat dizze spesjale oerflakstruktuer in gewoan ferskynsel is dat foarkomt by laserferwurking fan materialen. De tarieding fan oerflakmikro-nanostrukturen kin de eigenskippen fan it materiaal sels ferbetterje en ek de ûntwikkeling fan nije materialen mooglik meitsje. Dit makket de tarieding fan oerflakmikro-nanostrukturen mei ultrasnelle laser in technyske metoade mei wichtige ûntwikkelingsbetekenis. Op it stuit kin ûndersyk nei ultrasnelle laseroerflakteksturering foar metalen materialen de bevochtigingseigenskippen fan it metaaloerflak ferbetterje, de wriuwing en slijtage-eigenskippen fan it oerflak ferbetterje, de adhesion fan coatings en de rjochting fan proliferaasje en adhesion fan sellen ferbetterje.
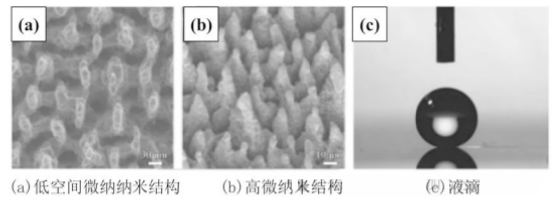
Figuer 8. Superhydrofobe eigenskippen fan laser-tariede silisiumoerflak
As in baanbrekkende ferwurkingstechnology hat ultrasnelle laserferwurking de skaaimerken fan in lytse waarmte-beynfloede sône, in net-lineêr proses fan ynteraksje mei materialen, en ferwurking mei hege resolúsje bûten de diffraksjelimyt. It kin mikro-nano-ferwurking fan ferskate materialen fan hege kwaliteit en hege presyzje realisearje, en trijediminsjonale mikro-nano-struktuerfabrikaasje. It berikken fan laserproduksje fan spesjale materialen, komplekse struktueren en spesjale apparaten iepenet nije wegen foar mikro-nano-produksje. Op it stuit is femtosekondelaser in soad brûkt yn in protte baanbrekkende wittenskiplike fjilden: femtosekondelaser kin brûkt wurde om ferskate optyske apparaten ta te rieden, lykas mikrolensarrays, bionyske gearstalde eagen, optyske golflieders en metasurfaces; mei syn hege presyzje, hege resolúsje en trijediminsjonale ferwurkingsmooglikheden kin femtosekondelaser mikrofluidyske en optofluidyske chips tariede of yntegrearje, lykas mikroheaterkomponinten en trijediminsjonale mikrofluidyske kanalen; Derneist kin femtosekondelaser ek ferskate soarten oerflakmikro-nanostrukturen tariede om anty-refleksje, anty-refleksje, superhydrofobe, anty-iisfoarming en oare funksjes te berikken; net allinich dat, femtosekondelaser is ek tapast op it mêd fan biomedisinen, en toant treflike prestaasjes yn fjilden lykas biologyske mikrostents, selkultuersubstraten en biologyske mikroskopyske ôfbylding. Brede tapassingsperspektiven. Op it stuit wreidzje de tapassingsfjilden fan femtosekondelaserferwurking jier nei jier út. Neist de hjirboppe neamde mikro-optyk, mikrofluidika, multifunksjonele mikro-nanostrukturen en biomedyske technykapplikaasjes, spilet it ek in enoarme rol yn guon opkommende fjilden, lykas metasurface-tarieding, mikro-nanoproduksje en multidimensionale optyske ynformaasjeopslach, ensfh.
Pleatsingstiid: 17 april 2024











