



Laserlassenis in nij type lasmetoade.Laserlassenis benammen rjochte op it lassen fan tinwandige materialen en presyzjeûnderdielen. It kin puntlassen, stomplassen, stapelassen, seallassen, ensfh. realisearje. De skaaimerken binne: hege aspektferhâlding, de naadbreedte is lyts, de waarmte-beynfloede sône is lyts, de deformaasje is lyts, en de lassnelheid is rap. De lasnaad is glêd en moai, en gjin behanneling is fereaske of allinich ienfâldige behannelingprosedueres binne fereaske nei it lassen. De laskwaliteit is heech en d'r binne gjin poaren. Unreinheden yn it basismetaal kinne wurde fermindere en optimalisearre. De struktuer kin nei it lassen wurde ferfine. De sterkte en taaiheid fan 'e las binne teminsten gelyk oan of sels heger as dy fan it basismetaal. It kin presys wurde regele, de fokussearre ljochtflek is lyts, it kin mei hege presyzje wurde posysjonearre, en it is maklik om automatisearring te realisearjen. Kin lassen berikke tusken bepaalde ferskillende materialen.
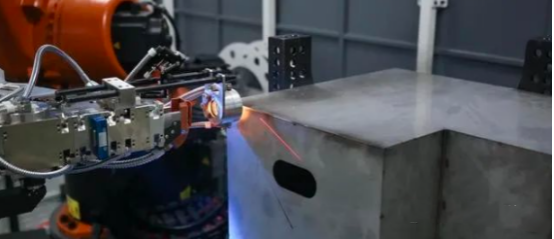
Laserlassenbrûkt de poerbêste rjochtingsfermogen en hege krêfttichtens fan 'e laserstriel om te wurkjen. De laserstriel wurdt troch it optyske systeem rjochte op in lyts gebiet, wêrtroch't yn in heul koarte tiid in tige konsintrearre waarmteboarne foarmet yn it lassen gebiet, sadat it objekt dat lassen wurde moat smelt en in sterk laspunt en lasnaad foarmet. Laserlassen: grutte aspektferhâlding; hege snelheid en hege presyzje; lytse waarmteynfier en lytse deformaasje; kontaktloos lassen; net beynfloede troch magnetyske fjilden en gjin needsaak foar stofzuigjen.
2. Laser filler tried lassen
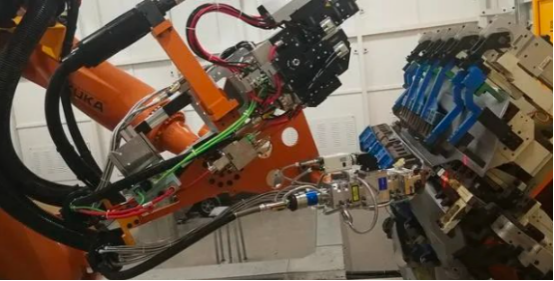
Laser filler tried lassenferwiist nei in metoade fan it foarfoljen fan spesifike lasmaterialen yn 'e las en it dan smelten dêrfan mei laserbestraling of it foljen fan 'e lasmaterialen tidens laserbestraling om in laske ferbining te foarmjen. Yn ferliking mei lassen sûnder fillerdraad lost laserlassen mei fillerdraad it probleem fan strange easken foar wurkstikferwurking en gearstalling op; it kin dikkere en gruttere ûnderdielen lasse mei leger fermogen; troch de gearstalling fan 'e fillerdraad oan te passen, kinne de strukturele eigenskippen fan it lasgebiet kontroleare wurde.

3. Laserflechtlassen
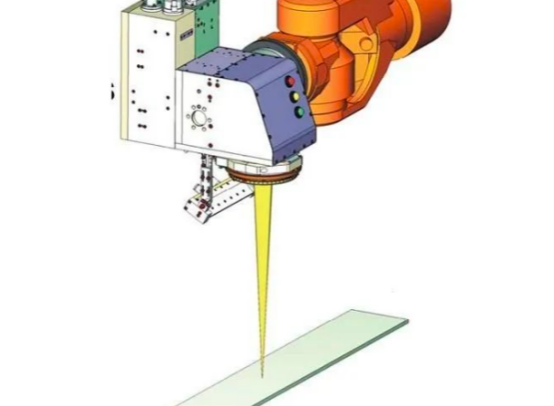
Laserlassen op ôfstânferwiist nei in laserlasmetoade dy't in hege-snelheid scangalvanometer brûkt foar ferwurking oer lange wurkôfstannen. It hat hege posysjonearringskrektens, koarte tiid, snelle lassnelheid en hege effisjinsje; it sil de lasfixture net bemuoie en hat minder fersmoarging fan optyske lenzen; lassen fan elke foarm kinne oanpast wurde om de strukturele sterkte te optimalisearjen, ensfh. Yn 't algemien hat de lasnaad gjin gasbeskerming en is de spat grut. It wurdt meast brûkt yn tinne hege-sterkte stielen platen, galvanisearre stielen platen en oare produkten lykas karrosseriepanielen.
De laserstriel dy't útstjoerd wurdt troch de lasergenerator wurdt rjochte op it oerflak fan 'e lasdraad en ferwaarme, wêrtroch't de lasdraad smelt (it basismetaal wurdt net smelt), it basismetaal bevochtiget, de ferbiningsspleet follet en mei it basismetaal kombinearret om in las te foarmjen om in goede ferbining te berikken.
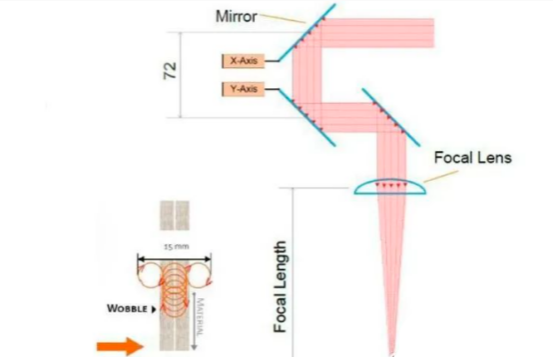
Troch it swaaien fan 'e ynterne reflektearjende lens fan 'e laskop, wurdt de laserswaai kontroleare om it lasbad te roerjen, gasoerstreaming út it bad te befoarderjen en de kerrels te ferfine. Tagelyk kin it ek de gefoelichheid fan laserlassen foar de ynkommende materiaalspleet ferminderje. Benammen geskikt foar it lassen fan aluminiumlegeringen, koper en ferskillende materialen.
6. Laserbôge hybride lassen
Laser-bôge hybride lassenkombinearret twa laser- en bôgewaarmteboarnen mei folslein ferskillende fysike eigenskippen en enerzjy-oerdrachtmeganismen om in nije en effisjinte waarmteboarne te foarmjen. Eigenskippen fan hybride lassen: 1. Yn ferliking mei laserlassen wurdt de oerbrêgingsfermogen ferbettere en de struktuer ferbettere. 2. Yn ferliking mei bôgelassen is de deformaasje lyts, de lassnelheid heech en de penetraasjedjipte grut. 3. Meitsje gebrûk fan 'e sterke punten fan elke waarmteboarne en kompensearje har respektive tekoartkommingen, 1+1>2.

Pleatsingstiid: 25 oktober 2023











